【RDL系列粉煤灰专用涡流选粉分级机概述】
RDL系列粉煤灰专用涡流选粉分级机是我司在引进丹麦史密斯高效选粉技术基础上,采用航空空气动力学分析方法与国内知名高校科研院所联合开发成功的**科技产品。该产品整合了O-SEPA选粉机的平面涡流分级原理及旋风除尘的成品收集方法,使RDL系列粉煤灰专用涡流选粉分级机**性价比,为RDL系列粉煤灰专用涡流选粉分级机推广使用奠定了良好的基础,RDL粉煤灰专用专用高效涡流选粉机系统配置简单,工艺布置灵活,选粉效率特高,节能效果显著,是新形势下水泥企业提高产品产量的新方法新途径。自RDL粉煤灰专用高效涡流选粉机推向市场后受到众多水泥企业的一致好评,用户收到极大的经济效益。
【工作原理】
RDL粉煤灰专用涡流选粉分级机工作时,可变速电机通过传动装置带动主轴转动,物料通过设在选粉室上部的进料口进入选粉室中心,再通过专用落料管落到选粉室下部随主轴转动的撒料盘上,物料在高速旋转撒料盘的作用下,向四周均匀撒出,在外接循环风机产生的高速旋转气流作用下,对高速抛散的物料进行强力分散,物料中的粗重颗粒(d>150μm)受到惯性离心力的作用被甩向选粉室劈面,碰撞后失去动能沿劈面滑下落到粗粉锥中,其余物料被旋转气流吹起继续上升,经过大风叶区时又有一部分粗颗粒被分选出落入粗粉锥中。
被撒料盘和大风叶两次分选后的物料(d<150μm)继续上升进入精确分级区:平面涡流分级区,含尘气流在旋转的笼形转子形成的强烈而稳定的平面涡流作用下,使不符合成品要求的粗粉进一步被精确选出,因粗颗粒产生的惯性离心力要大于转子形成的向心吸力,粗颗粒被抛向周围的立式导向叶片,撞击后失去动能,落到中粗粉锥中,经中粗粉锁风阀排出。符合要求的细粉(d<60μm)穿过笼子进入其内部,随选粉气流进入布置在选粉室四周的旋风分离器中,被收集成成品细粉。
【典型工艺】
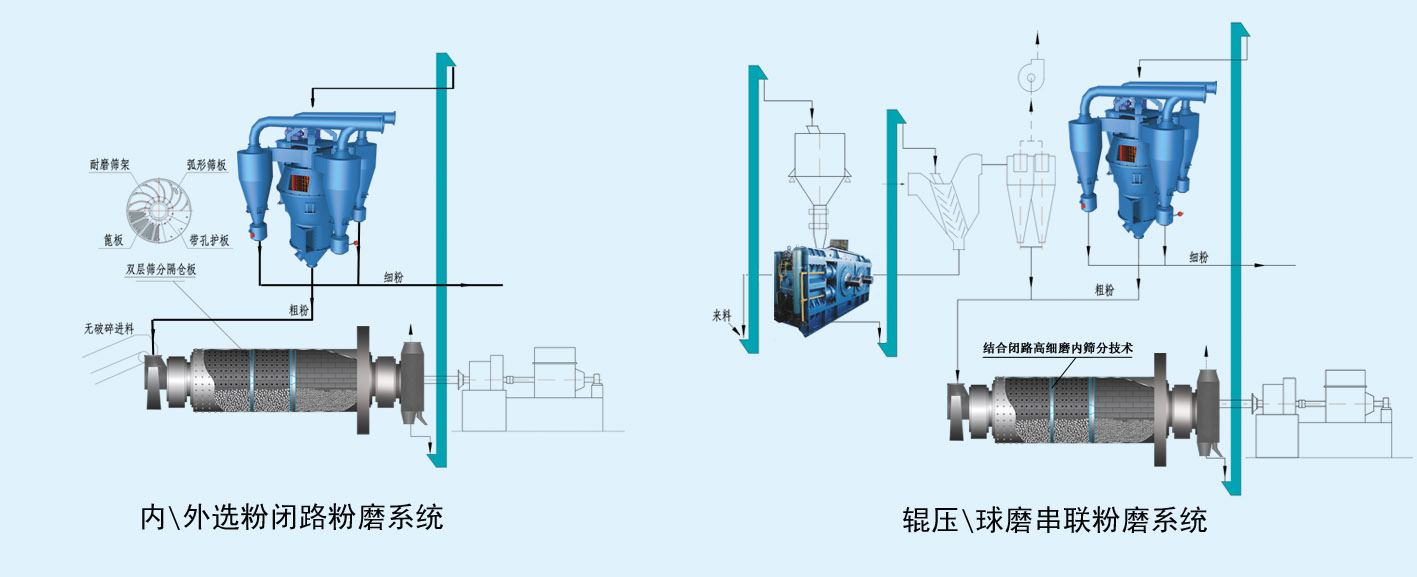
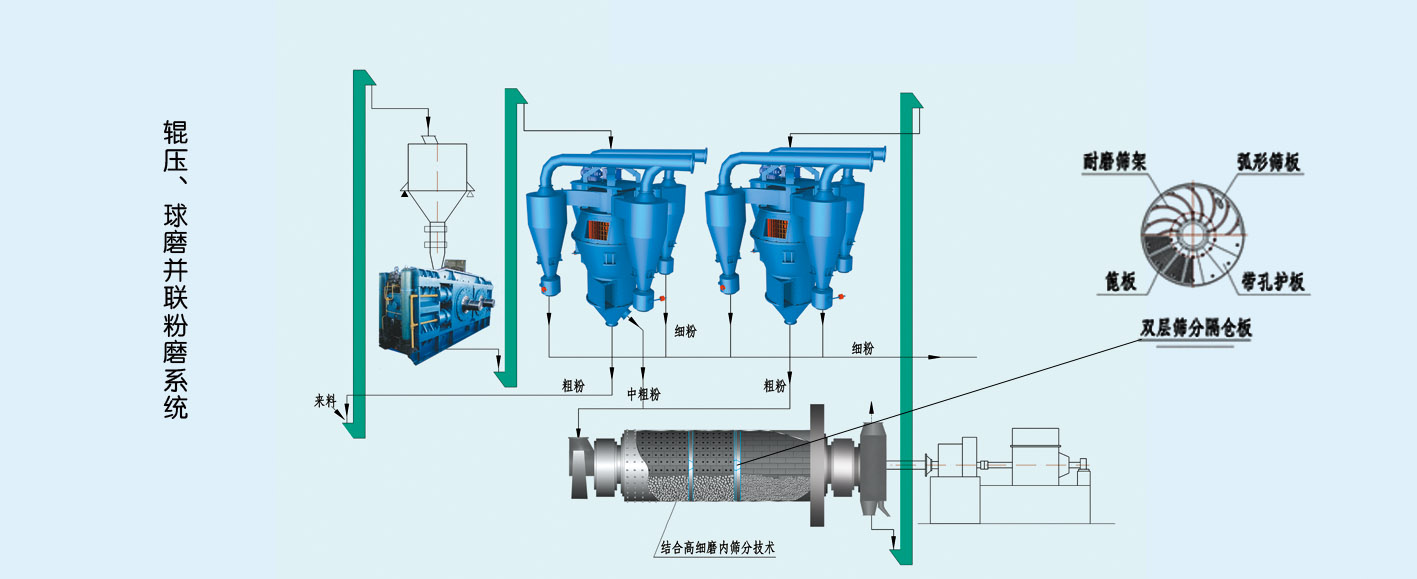
【技术优势】
1、 分级原理先进。
采用O-SEPA的分级原理(即由导向叶片与笼形转子组成的涡流分级区)设计分级区域,增设分散和预分级区域将分散与选粉(分离)区域有效分开,极大的提高了物料的分散度,减轻了主分级区域的负荷,解除了物料粗细颗粒相互干扰作用。采用航空动力学分析方法对整个流场进行了优化设计,使得分级圈表面气体流场均匀而稳定,任何一处的气流相对误差<5%,为精确分级创造了条件。
2、 性能好、效率高。
RDL粉煤灰专用涡流选粉分级机由于采用两级选粉、三级分散,可以将物料“一分为三”,即粗粉(d>150μm)、中粗粉(60μm<
d<150μm)、细粉。一级选粉预分离出混合粉中的粗粒子,二级精确选粉在导向叶片与直笼型转子所构成的环形空间内完成,由于预分离出粗粒子,排除粗颗粒的干扰,因此分级精度特高,分选效率更高。
3、 节能幅度大。
设备系统采用流线形设计,使系统阻力显著减小,选粉气流内部循环,细粉收集仅采用高效低阻旋风筒即可,无需配置大型气箱脉冲除尘器,不但降低了系统电耗,而且降低了投资成本和维护费用,节能降耗十分明显。
4、 细度调节容易。
只要改变转子的转速就可将成品的细度控制在250~600m2/kg勃氏比表面积范围内。
5、 选粉能力大。
RDL粉煤灰专用涡流选粉分级机的直径可在Φ1.9~Φ4.75之间,相应的选粉能力为25~3000t/h。
6、 适应能力强。
RDL粉煤灰专用涡流选粉分级机结构紧凑,体形较小,加之可将物料进行多级分离,因而适应性强,可用于任何粉磨设备所组成的闭路粉磨系统,非常适用于将开流粉磨系统改造为圈流系统,更适合于改造普通型的选粉机,尤其是对带有辊压机的半终粉磨和终粉磨系统,是其**的分级配套设备。
7、 使用寿命长。
选粉机易损部位耐磨件:如分级撒料盘、旋风筒蜗牛角、导向叶片和转子分级叶片均采用耐磨材料制造或进行抗磨工艺处理,其磨损率极低。采用新型合金板作内衬,有效延长了其使用寿命。
8、 改善水泥质量。
由于RDL粉煤灰专用涡流选粉分级机机选粉效率高、精度高,减少了物料过粉磨现象,成品的颗粒粒径分布狭窄,级配组成合理,提高了水泥中微细粉含量,3~30μm的含量达65%以上,而<3μm的含量仅占5%左右,从而提高了水泥的强度。 | 



